Our customer was a floor tiles provider. They wanted to Optimise operations functionality to be fast and efficient. They needed a highly- detailed system of products to consumers, from obtaining raw materials, manufacturing and delivering the final product to the customer. He wanted to boost his customer service by delivering the products quickly and timely manner. Also, he wanted to reduce the operation cost.
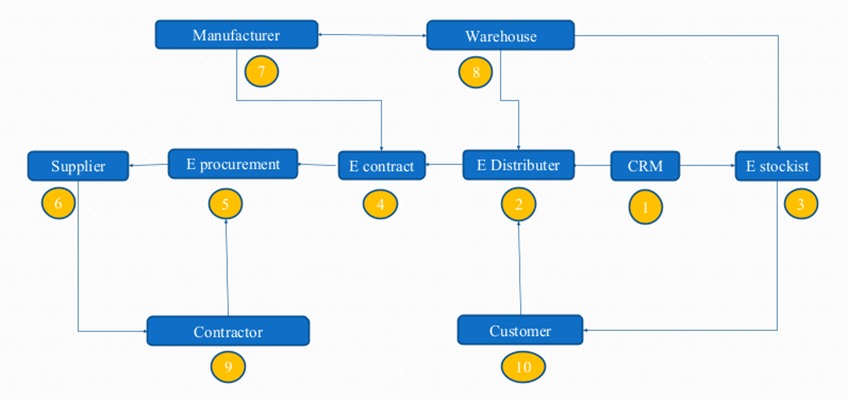
Solution: We developed an ERP which satisfies the clients needs right from the lead generation to the delivery of the product.